How to Builds Consistent Metal Frame Furniture
Steel Frame Manufacturing & Inspection Guide: How Unispace Builds Consistent Metal Frame Furniture (2026)
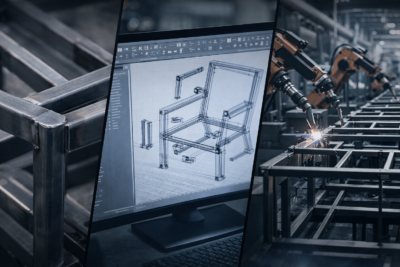
In 2026, sourcing teams evaluating **metal frame furniture manufacturing** are no longer satisfied with a single sample. They need repeatable mass production: stable geometry, consistent weld quality, reliable surface finishing, and predictable lead time. This guide explains Unispace’s **steel frame manufacturing process** from a factory perspective—covering cutting/forming, robotic welding, finishing options, and the inspection logic used to judge whether a steel frame subassembly is qualified for shipment. The photo examples referenced in this article come from a bed frame subassembly project; however, the same checkpoints and automation-driven controls apply across our metal-frame furniture programs.

Process Overview: Unispace workflow for metal frame furniture
Our metal frame furniture workflow typically includes:
1) Material selection & incoming inspection
2) Cutting / profiling (parallel methods, part-dependent): (A) saw cutting to length, (B) laser cutting for precision features
3) CNC bending & precision forming (where the design requires)
4) Fixture positioning & robotic welding
5) Grinding and surface preparation
6) Finishing: powder coating (mainly indoor) or e-coating (outdoor) + optional topcoat
7) Subassembly inspection and final QC
8) Export packing preparation (KD/assembled by program)
Note: For some bed frame components, CNC bending may be minimal, while laser cutting + welded brackets become the critical control points.
Step 1: Material selection and incoming inspection
Why raw material stability matters
Batch consistency starts with raw material. For bed frame and other metal frame furniture, key variables include tube size, wall thickness, and plate thickness for brackets and connectors. Incoming inspection verifies batch identification, surface condition, and basic dimensions before production begins.
Buyer-friendly checkpoints
- Confirm tube OD and wall thickness on drawings
• Confirm bracket/connector thickness and load-bearing design
• Align product environment: indoor vs outdoor (finishing route)
• Identify critical-to-quality dimensions (hole position, spacing, overall squareness)

Step 2: Cutting & profiling — choose the right method for the part
At Unispace, cutting is assigned by part geometry and tolerance needs. Saw cutting and laser cutting are parallel methods—used independently or together across different parts in the same program.

2A) Saw cutting to length (fast, stable baseline)
Saw cutting is used to cut tubes to target length efficiently. Stable cut length reduces fit-up issues in welding, improves throughput, and supports predictable assembly tolerance.

2B) Laser cutting (precision features, clean edges)
Laser cutting supports precise features such as slot profiles, hole patterns, and bracket outlines—critical for bed frame components where hole position and interface geometry affect assembly fit and noise-free performance. Laser cutting also reduces burrs, often minimizing secondary deburring and improving appearance.
Common laser-cut features in bed frame subassemblies:
• Accurate mounting holes and slots
• Tight-fit bracket profiles
• Repeatable interfaces that reduce assembly time and rework

Step 3: CNC bending & precision forming (design-dependent)
For programs that require formed geometry (curves, angles, or multi-plane shapes), Unispace uses CNC bending to achieve repeatable angles and clean radii. In bed frame projects, bending is applied when side rails, support members, or decorative elements require controlled forming. When bending is not required, the same repeatability principles are applied through laser-cut interfaces and fixture-controlled welding.

Step 4: Fixture positioning & robotic welding — the core of Unispace consistency
Robotic welding for repeatable bead quality and throughput
Our welding for metal frame furniture is primarily **robotic welding**. This improves efficiency and ensures consistent weld appearance and strength—reducing risks such as missed welds, weak joints, and variable bead shape. For replenishment and multi-batch orders, robotic welding is a key driver of repeatability.

Heavy-duty fixtures and machined positioning references
Fixture rigidity directly affects geometry stability. Thicker, more stable fixtures reduce deformation caused by welding heat and help maintain squareness and interface alignment. Unispace uses machined fixtures with engraved positioning references to improve locating accuracy and production stability.
Buyer value:
• Lower geometry variation across batches
• Better fit at bolt-on interfaces (fewer assembly issues)
• More predictable quality when scaling from sample to mass production

Step 5: Grinding and surface preparation — appearance and coating performance
Grinding improves visual quality at joints and removes sharp edges. For bed frame steel parts, clean edges and consistent grinding levels also reduce coating defects and help maintain a premium appearance. Standardized surface preparation supports stable finishing results across batches.

Step 6: Finishing options — powder coating vs e-coating (indoor vs outdoor)
Finishing is not only cosmetic—it determines durability and long-term appearance. Unispace selects the finishing route based on the intended environment and performance expectations.
6.1 Powder coating (mainly for indoor metal frame furniture)
Powder coating is commonly used for indoor metal frame furniture such as bed frames and indoor seating. It offers stable color/texture choices and cost-effective performance for interior use.

6.2 E-coating (recommended for outdoor metal furniture) — stronger anti-corrosion protection
For outdoor programs (e.g., beach chairs, coastal use), Unispace applies an e-coating route comparable to automotive surface treatment. We use premium weather-resistant coating systems (including German-imported coatings) and execute each step to defined standards, enabling stronger anti-rust performance and improved salt-spray resistance. Salt spray test reports can be provided upon request.

How to tell the difference: powder coat vs e-coat
A key functional difference is coverage. E-coating can coat internal tube walls and hard-to-reach areas, while conventional powder coating mainly covers external surfaces. Appearance may differ depending on topcoat and texture requirements.
Step 7: How we judge whether a steel frame subassembly is qualified (inspection logic)
Your current photo set focuses on inspection of a bed frame subassembly. This is a practical way to communicate quality to both technical and non-technical buyers. Below is a buyer-readable checklist that matches real factory QC logic.
7.1 Dimensional and geometry checks (fit-first)
Typical checks include:
• Overall length/width/height of the subassembly (against drawing)
• Hole position and spacing (critical for assembly fit)
• Squareness/flatness (reduces wobble and noise)
• Interface alignment between brackets and rails
7.2 Weld quality checks (structure-first)
Checks typically include:
• Visual weld consistency (uniform bead, no obvious undercut)
• No missed welds or incomplete joints
• Cleaned spatter/edges where required by appearance standard
7.3 Surface quality checks (delivery-first)
Checks typically include:
• Coating appearance: color/texture consistency, no peeling or severe scratches
• Edge coverage and corner protection
• Cleanliness and packaging readiness
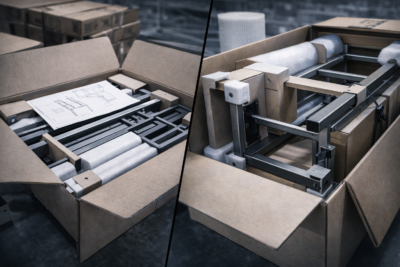
Step 8: Packing and delivery readiness (KD or assembled, program-based)
For metal frame furniture, packing design impacts damage rate and customer satisfaction. Depending on the program, we support KD packing or assembled packing. Protective solutions typically include corner guards, foam separation, abrasion barriers, and cartons matched to weight and handling conditions.
Unispace manufacturing advantages (equipment + automation)
Unispace is built for repeatable production. Our advantages for metal frame furniture programs include:
1) Equipment & automation: laser cutting, CNC bending, robotic welding for stable output
2) Fixture discipline: heavy-duty, machined fixtures for geometry repeatability
3) Outdoor-grade corrosion protection: e-coating capability with salt spray reporting upon request
4) Batch consistency mindset: checkpoints across forming, welding, finishing, and packing
5) OEM/ODM support: from drawing review to samples and mass production execution